


- 活塞杆的使用寿命并不是完全不可控制的[03-05]
- 很多时候客户在购买我们活塞杆的时候,最关心的就是产品的品质,其实很多时候,在产品品质同等的情况下,有很多因素会影响到产品的使用寿命,就像我们活塞杆的使用寿命一样,很多方面,我们完全可以自己控制的。今天就由我们小编来给大家做个简单的介绍。我们...
- 细长轴厂家分享活塞杆在安装密封件时要注意什么?[02-15]
- 相信大家都知道,活塞杆是用于气缸、油缸……等进行往复运动执行机构中的一种连接部件。所以,活塞杆需要一定的轴向力,并以一定的速度的往复运动来实现对外作功。特别是在高压、高速运动下,活塞杆的密封问题就显得十分重要了,因此我们必须要做好活塞杆的密...
- 关于细长轴矫直的操作过程[12-26]
- 关于细长轴矫直的操作过程(1)矫直前,先测数据,将丝杠架在V型块上,每隔300 mm左右分出20 mm的一个小格,用笔画上圈;用百分表测头顶在小格中间,用于慢慢转动丝杠,找出最高点,并以最高点作为百分表的零点;继续转动丝杠180。找到最低点...
- 细长轴加工过程中需要注意哪些方面[12-11]
- 工件的长度L与直径d之比大于25(即长颈比L/d>25)的轴类工件称为细长轴。细长轴的外形并不复杂,但由于其本身的刚度低,车削时又受切削力、重力、切削热等因素的影响,容易产生弯曲变形以及振动、锥度、腰鼓形、竹节形等缺陷,难以保证加工精度,甚...
- 车削细长轴缺陷消除的常见方法[12-10]
- 在生产加工领域,当工件长度与直径比大于20―25倍的时候,被称为细长轴。但是由于细长轴长度和直径比较大,刚性变差,因此在车削的过程中很容易产生振动和变形,如果连续切削时间过长,刀具磨损会增大,很难获得较好的加工精度与表面质量。因此,车削细长...
- 细长轴分享电机齿轮轴加工工艺及设备介绍[11-21]
- 齿轮轴的加工工艺及设备刀具:一、毛坯下料---锯床。二、粗车----车床。三、调质处理(提高齿轮轴的韧性和轴的刚度)----箱式炉。四、精车齿坯至尺寸---车床。五、若轴上有键槽时,可先加工键槽等--铣床。六、滚齿---滚齿机。七、齿面中频...
- 精密细长轴[10-29]
- 精密细长轴在进行正常运作的时候,也就要注意就此磨削外圆与1:20锥度时,两道工序一定要分开进行,在磨削1:20锥度的时候,必须要先磨削试件,检查试件合格之后才能正式磨削工件;为了保证精密细长轴加工精度的稳定性,在加工的全过程当中不允许人工进...
- 细长轴厂家解析活塞杆镀铬生产中含铬漂洗废水零排放的清洁生产对策[10-16]
- 活塞杆镀铬又称“镀硬铬或耐磨铬”。镀铬层具有很高的硬度,根据镀液成分和工艺条件不同,其硬度可在很大范围(HV400MPa~1200MPa)内变化。镀铬层有较好的耐热性,在500℃以下加热,其光泽性、硬度均无明显变化。镀铬层的摩擦系数小,特别...
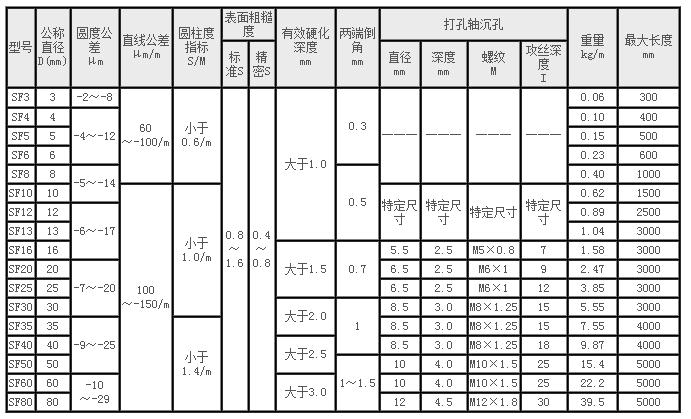
- 精密细长轴厂家分享直线轴技术参数[10-08]
-
精密细长轴厂家分享直线轴技术参数
- 精密细长轴加工时可从哪些方面提供质量?[09-11]
- 精密细长轴在进行加工的时候,首先来讲,我们其实也就是要注意应该是要去提高一下中心孔上的加工质量,对于中心孔的形状误差来讲的话,在很大的程度上其实也就是会直接的就影响到加工精密细长轴外圆上的表面质量。也就说在进行加工中心孔的时候,有一些问题需...
联系我们

常州利刚机械有限公司
手机:13584568772
电话:13584568772
传真:0519-83205637
邮箱:1799591967@qq.com
地址:常州市新北区王下村工业园区
